Полімерна овочева сітка
Полімерна овочева сітка – виріб, який застосовують для пакування овочів, фруктів та коренеплодів. У ній легко контролювати ступінь свіжості та зовнішній стан. Незначна вага не вплине на результати зважування вмісту. М'якість та податливість сітки дозволяють при транспортуванні уникнути пошкодження упаковкою товару. Структура виробу сприяє безперешкодній вентиляції повітря та перешкоджає псуванню овочів та фруктів.
Виробничі операції при виготовленні полімерної сітки
Основні процеси виробництва сітки розбиваються на кілька стадій:
- Підготовка компонентів.
- Стадія розплавлення гранул.
- Генерування заготівлі.
- Етап охолодження.
- Змотування в рулони неорієнтованої сітки.
- Орієнтація виробу та термообробка.
- Змотування готового продукту на бобіну.
Підготовчі заходи
Сировиною можуть бути гранули поліетилену, поліпропілену, ПВХ або полістиролу. З метою економії можна організувати збір пластикових відходів та їх переробку. Попередньо процесу переробки може бути стадія просушування, якщо в матеріалі виявлено високий вміст вологи. Для отримання кольорових виробів гранули поєднуються з пігментами або барвниками.
Стадія розплавлення гранул
Гранули надходять в екструдер, найчастіше черв'ячного типу, рідше дисковий або змішаний. При рівномірному перемішуванні сировина поступово розплавляється. Від конструкції хробака залежить продуктивність та якість розплаву. Вибирати його розмір і форму краще ґрунтуючись на властивостях та особливостях мереж та специфічності екструдера. Циліндрична форма черв'яка використовується найчастіше. Черв'як характеризується постійним значенням кроку та змінним параметром глибини каналу. Складається з трьох частин: область завантаження, місце стиснення зі зсувними складовими, область дозування зі змішувальними пристроями.
Черв'ячний елемент характеризується такими геометричними показниками: діаметр, довжина, розміри зон, ступінь стиснення. У ньому можуть бути зсувні або змішувальні елементи. Перелічені показники визначають якість розплаву та продуктивність преса.
Генерування заготівлі сітки для овочів
Готовий полімерний розплав нагнітається черв'ячним елементом, проходить через фільтраційний вузол у формуючу голівку, з якої виходять нитки. У сітковій головці формується рукавна заготівля і визначається, як перетинатимуться нитки один з одним.
Етап охолодження
Формують мережу в басейні ширильним диском, тут вона розтягується до необхідного діаметра. Від конструкції головки та способу виготовлення залежатиме конфігурація осередків. Рівень та температура води у басейні не повинні змінюватись.
Змотування в рулони сітки неорієнтованої
Після проходження ванни тягнутими барабанами сітка збирається в плоску стрічку і намотується на бобіни.
Орієнтація виробу та термообробка
Після етапу охолодження деякі сітки, наприклад, з ромбічним центром, минаючи стадію формування в рулони, можна подавати на механізм поздовжньої витяжки. Цей апарат включає дві групи валів, що розрізняють за швидкістю. Тихохідні його елементи мають ідентичну швидкість швидкості витягування сітки. Друга група більш швидка.
Інший тип сіток, з квадратними або прямокутними осередками піддаються двоосьової орієнтації і далі їх можна використовувати при армуванні плівок з полімеру. Між двома групами валок розташований басейн із рідиною певної температури. Сітка проходить перші валяння, потім занурюється в басейн і надходить на наступні барабани. Таким чином, сітка піддається термообробці.
Змотування готового продукту в рулони
Орієнтована сітка намотується в рулони, при цьому є постійний натяг, який можна регулювати. Автоматизований процес проходить на пристрої, який поперечно ріже полотно, заправляє в шпулю, що звільнилася, обв'язує рулон і знімає з апарата в готовому вигляді.
Виробничі лінії різних видів
Безузлова сітка «ПОЛІНЕТ»
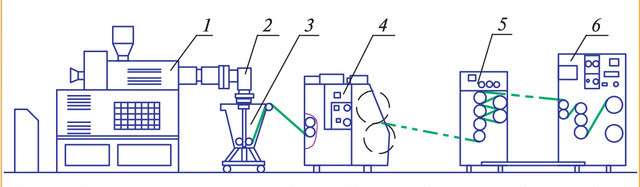
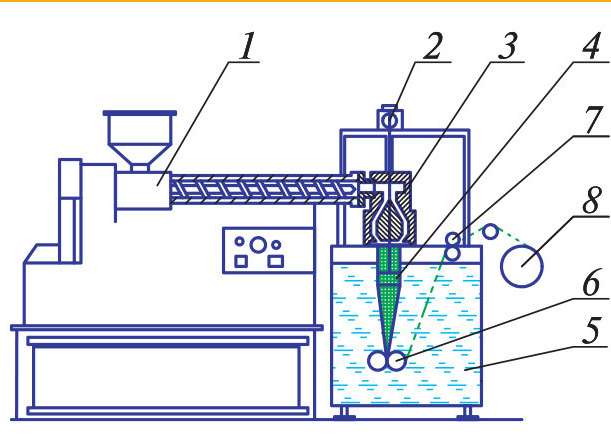
Малюнок 1. Схема технологічної лінії виробництва полімерної сітки "ПОЛІНЕТ"
Виходить шляхом екструзії розплавлених гранул через отвори, розташовані співвісно у фільєрах, які взаємно обертаються.
На рис.1 відображено виробничу лінію полімерної сітки. Призначена для отримання різних сіток з перероблених полімерів, у тому числі поліетилену низького та високого тиску та поліпропілену. Установка включає 4 основні пристрої: екструдер (обозн.1), кільцева мережева головка (обозн.2), ємність з рідиною (обозн3), Прийомно-тяговий механізм (обозн.4). Поздовжньо орієнтовані сітки вимагають додаткового обладнання, що складається з двох пристроїв: тихохідне (обозн.5), що подає, і витяжне швидкохідне (обозн6).
Овочеву сітку отримують за наступною схемою:
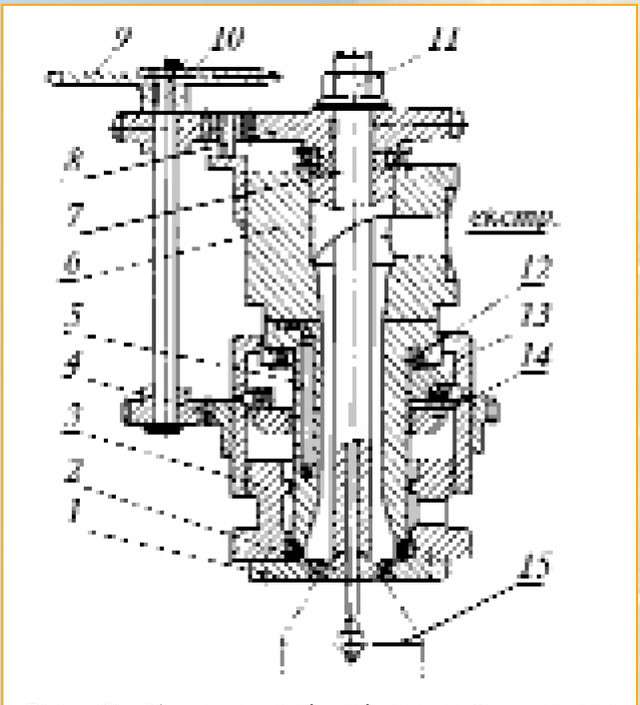
Малюнок 2. Кільцева головка
Перероблені гранули надходять у камеру екструдера, скочуються до корпусу і залучаються черв'яком усередину. Всередині корпусу на гранули впливає механічна енергія черв'яка та теплова енергія електронагрівача. Сировина плавиться до однорідної маси і, крізь ряд елементів, що фільтрують, надходить у кільцеву мережеву головку (рисунок 2).
Каркас головки (обозн.6) має верхню та нижню області, з'єднані болтами. Нижня область містить щілини для патронних нагрівачів (обозн.5). Верхня область нагрівається за допомогою зовнішнього кільцеподібного електронагрівача. Всередину порожнину голівки (обозн.6) приймає головний вал (обозн.7) із прикріпленою на дорні внутрішньою фільєрою (обозн.2), що нагадує бронзовий диск із дірками.
Обертання валу передається за допомогою насадженого шпоночним способом колеса (обозн.8). Колесо до валу приєднують гайкою (обозн.11), яка рухає вал вгору та вниз разом із фільєрою (обозн.2).
Нижня частина корпусу (обозн.6) має опорне кільце (обозн.13), прикріплене віджимною гайкою (обозн.14). Кулькові підшипники (ообозн.12) встановлюються між буртом, кільцем та гайкою. Опорне кільце оточують корпусом із зубчастим вінцем (обозн.4) і вкручують у склянку (обозн.3), що містить фланець із зовнішньою фільєрою (обозн.1), виконаною з отворами в сталевому кільці для виходу ниток майбутньої сітки.
Головку стимулює до обертання привід через зірочку (обозн.9) на бічному валу (обозн.10) з шестернями та ланцюгова передача. Нижню шестерню валу замикають із зубчастим вінцем. Обертовими діями, рухається опорне кільце, склянка і зовнішній фільєр.
Обертання передається проміжній шестірні, зубчастому колесу (обозн.8), потім починає рухатися верхня шестерня і вступає в роботу головний вал з внутрішньою фільєрою. Фільєри внутрішня та зовнішня крутяться в різні боки. Регулювати кількість оборотів можна за бажанням.
Розплавлений матеріал з екструдера надходить у головку. З неї він виходить у вигляді ниток. Потім нитки проходять процес охолодження у ванній під мережевою головкою. Матеріал, що охолодився, валки витягують з води і нитки заправляються в намотувальний агрегат. Привід головки починає обертати фільєри з однаковою швидкістю, але у різні боки. Отвори фільтрів розташовані під гострим кутом і на виході нитки накладаються одна на одну. Виходить рукавна сітка з ромбічними осередками. Щоб забезпечити міцність злипання ниток, сітку натягують на ширильний диск (обозн.15) з більшим, ніж у діаметрі фільєри.
Від характеристик фільєр, діаметра ширильного диска, швидкості обертальних рухів головки та витяжки сітки залежатимуть ширина рукава, товщина нитки та конфігурація комірки.
Поздовжня орієнтована сітка після всіх звичайних маніпуляцій надходить на пристрій поздовжнього орієнтування. Воно включає дві групи барабанів: перша група подає сітку, а друга витягує її. Подавальна група включає 6 валів з металу (2 з них покриті гумою) із закріпленими приводами та власною системою контролю. Витяжна група влаштована ідентично. Щоб здійснити орієнтацію сітки, швидкість обертання першої та другої групи відрізняються.
Після орієнтації сітка згортається в джгут і надходить в апарат, який маркує, розкладає.
Безузлова сітка на установці типу Jumbo RТ
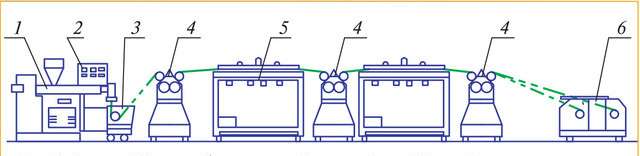
Малюнок 3. Лінія виробництва овочевої сітки "Mono"
Італійська фірма «Картою» випускає установки для виготовлення орієнтованої та неорієнтованої сітки для овочів. Поширені екструдери черв'ячного типу з діаметром 45 і 60 мм та довжиною черв'яка 25.
Установка складається з наступних частин:
1. Екструдер.
2. Шафи контролю та терморегуляції.
3. Охолодна ванна.
4. Пристрій для орієнтації.
5. Термостатична ванна.
6. Пристрої намотування.
Якщо необхідно виготовити неорієнтовану сітку, то весь пристрій для орієнтації і термостатична ванна замінюються пристроєм, що тягне, і вузлом розрізки.
Технологічні етапи схожі з процесами на лінії «НЗП» завдяки однотипній конструкції. Відмінністю є лише пристрій орієнтації сітки. У трьох автономних блоках розміщено по три барабани довжиною 50см і діаметром 33см, два з яких хромовані, а на третій нанесений прошарок гуми. Обертання барабанів відбувається під дією електричних двигунів. Електроніка регулює швидкість обертання.
Блоки розділяє термостатична ванна, в якій сітка нагрівається і надалі орієнтується. Після орієнтування сітка намотується на бобіни.
Безузлова сітка на лінії НВО «Пластик» орієнтованого типу
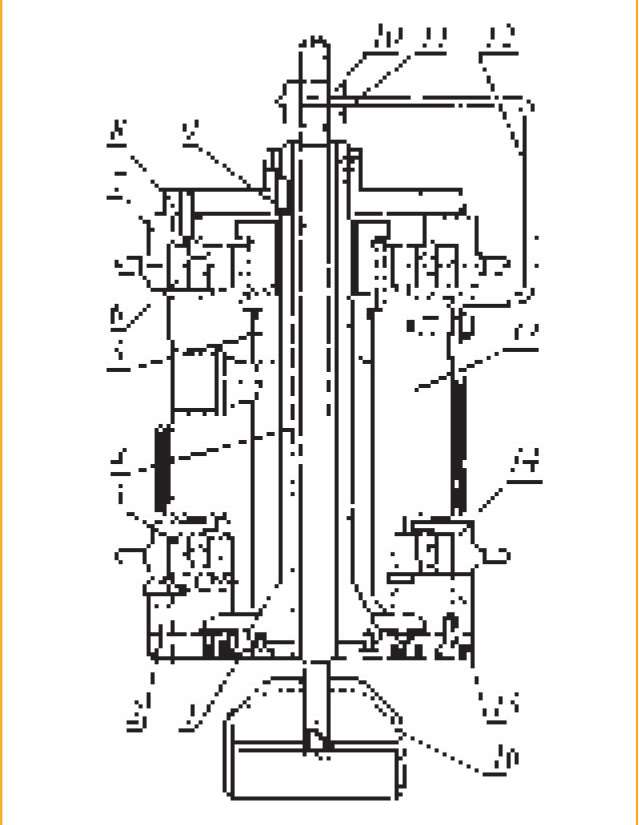
Малюнок 4. Будова мережевої головки< /p>
Відрізняється лінія конструкцією головки (рисунок 4). Характерним є ступінчасте повідомлення сталевих фільєрів (зовнішньої та внутрішньої).
У циліндричному корпусі (обозн.13) у втулці (обозн.5) розташовується вал (обозн.4). Він підтримує внутрішню фільєру (обозн.1). Вгорі вал закріплюється на кришці (обозн.8) із зірочкою (обозн.7), яка розташовується на шарикопідшипнику (обозн.6.).
Корпус внизу має зовнішню фільєру (обозн.15), яка скріплена зірочкою (обозн.14) з диском (обозн.2). Усередині вал порожнистий і в ньому за допомогою скоби (обозн.12) закріплений стрижень (обозн.9) і ширильний диск (обозн.16).
Регулювати потрібний рівень розташування диска та стрижня можна гайками (обозн.10,11). Осередки сітки утворюються із сформованої фільєрами нитки. Розплавлений поліпропілен надходить у голівку. У цей час ланцюгової передачі фільєри приводяться в дію. З отворів фільєр виходять нитки. Вони перехрещуються між собою та злипаються. Так формується заготівля ромбоподібної сітки.
Безузлова сітка на виробничій лінії РІКАЛЬ
Малюнок 5. Лінія виробництва безвузлової сітки "Рікаль"
Французька компанія «Рікаль» виготовляє установки для виробництва сітки з черв'ячними екструдерами (45, 90, 60 мм). Підбираючи змінні елементи для формування сітки, можна отримати різноманітні вироби з термопластів різних видів. На виході сітка у вигляді рукава із прямокутними або квадратними осередками.